欢迎访问南通旗泽贸易有限公司!
语言选择:  ∷
∷ 
∷ ∷ 



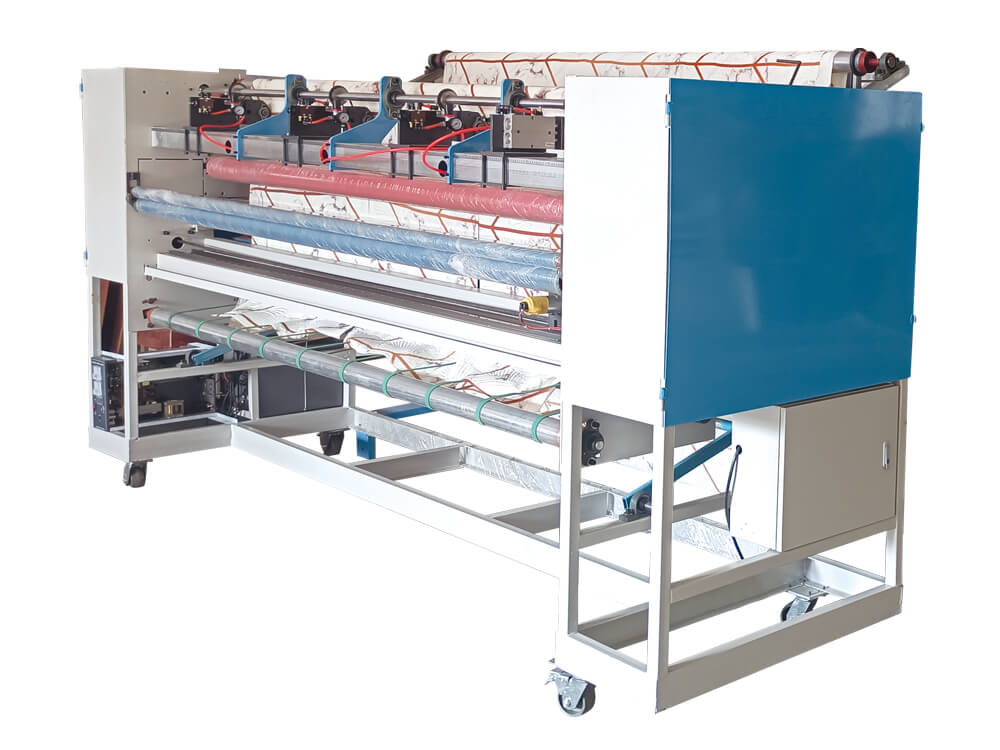
规格参数:
产品型号 | QZ3000 | QZ2800 | QZ2600 | QZ2300 | QZ1850 |
焊头数 | 20 | 18 | 17 | 15 | 12 |
幅宽(mm) | 3079 | 2800 | 2617 | 2309 | 1847 |
速度(m/h) | 300-1000 | 300-1000 | 300-1100 | 300-1500 | 300-1800 |
电源 | AC380/11.5kw | AC380/11.5kw | AC380/10.3kw | AC380/7.8kw | AC380/6.3kw |
机器尺寸(mm) | 3465×1800×1070 | 3290×1800×1070 | 3006×1800×1070 | 2700×1800×1070 | 2241×1800×1070 |
包装尺寸(mm) | 3665×1140×890 | 3490×1140×890 | 3206×1140×890 | 2900×1140×890 | 2441×1140×890 |
操作:
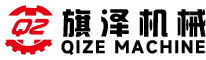
1、超声波焊接时间短,自动缝合免用针线,省去频繁换针线的麻烦, 缝合速度是针车缝的 5 到 10 倍。
2、由于不用针,避免了缝合加工有断针残留在料内的情况,消除了安全隐患,属于新一代的安全环保产品。
3、没有传统线缝合的断线接头情况,粘固力强,压纹清晰,表面更加具有立体浮雕效果,产品更显高档美观。
4、加工后成品无针孔不渗水,更具有防水保暖效果。
5、利用滚轮模具,换模容易,可缝合出千变万化且复杂的非连续性及对称性图案,更可依客户需求开发各种花形图案。
6、本机自动智能化程度高,电脑触摸屏操作,使缝台时上下物料始终保持对齐状态,加工损耗低,产品更加平整稳。
1、料架:将面料里布等按循序放好,根据不同的里料,调整张力器 的偏角,以获得理想的张力。
2、电器控制:系统采用三相四线制供电,电压为 380V、操作设备时 检查电源有无打开,气源是否有气,设备各传动机构是否正常和人员的安全。
3、 开机步骤:
(1) 接通电源打开电源开关
(2) 启动冷却风机
(3) 启动超声波开关,并检查机箱和振头是否正常有波(手摸丝滑)
(4) 压花速度调为约 0.8,扳气阀 抬花辊
(5) 看花纹是否清晰明显
调整过程中微调花辊两边 36 的大螺丝和振头螺丝,调至花纹清,
A 先调振幅杆上的 4 颗螺丝(17)调平,保证每个振头之间留点缝隙,先从中间 5 号振头向左右两边依次调节,保证每个振头与花辊之间间隙保持在一个水平上。
B 所以振头调平后把花辊两边大螺丝(外六角螺帽 36)往下降一点,然后抬起来,慢慢用大扳手拧螺帽左旋是降,往右旋是升,调到花辊与所有振头之间的缝隙在 0.5 之间(根据材料而定)
(6) 如果花辊两边都压住有花纹,中间没有花纹,说明花辊高度够了,中间的振头往下降得高度没够,这时有两种调节方式(1)没压住的振头数量较多就把两边能压住的振头往上升,再调花辊高度,从而保 证花辊与振头之间的间隙保持一致,能压出所有相对应的花形,就可以 了(2)两边的振头不动,花辊高度也不动,调中间的振头,调 4 颗 17 的螺丝,整体往下落,一直落到能压住花形为止。
(7) 如果花辊一边压住,另一边没有压住那就把没压住的一边大螺丝Φ36 往右拧,一直拧到能压住,同时一开始能压住的那边稍微往下降一点防止碰到花辊,把花辊刮伤。
(8) 打开收卷正常运行,遇到突发事件时按急停按钮。
(9) 牵引装置:为了使复合材料顺利进入卷取,该机构可将齐边的复合成品传送给卷取机构进行卷取,调整压辊的间隙,可以改变其牵引力。
4、 收卷装置:复合好的材料需要打卷,以便运输、贮存, 该装置的线速度可调。
1、机器的各部安装时应做到前后对齐。
2、检查水管等管接头的连接情况,应无泄漏、松动。
3、传动链条正常运行应无卡滞,并装好防护罩。
4、检查各连接处的紧固情况,链轮、链条加入适量重润滑油,检查电器接线是否正确以及电动机的转向。
以上各项检查无异常后可进行试车,试车时间不少于 2 小时,发现异常应及时排除。
1、减速机每使用六个月应更换润滑油一次。
2、电动机使用一年后应更换润滑油。
3、使用后,必须及时清理 ,清楚机器各部的残胶及污垢。
4、链条要保持正常润滑并及时张紧。
5、电器线路应保持良好绝缘。
Copyright © 2023 旗泽贸易 苏ICP备2023015758号-1 XML地图 地址:江苏省南通市锡通工业区(张芝山镇政府东200米) 南通网站建设